Journal Information
Title: Enfoque UTE
Abbreviated Title: Enfoque UTE
ISSN (print): 1390-9363
ISSN (electronic): 1390-6542
Publisher: Universidad UTE (Quito, Ecuador)

En la actualidad se han registrado investigaciones relacionadas con la ingeniería de superficies con el objetivo de extender la vida útil de los elementos y las piezas mecánicas, que se encuentran expuestas a medios de desgaste abrasivo y corrosivo; especialmente en la industria azucarera y en el área de molinos, se ha visto la necesidad de experimentar técnicas de blindaje o recubrimientos duros en las cuchillas centrales de molinos (viradores), pero mediante la protección por arco eléctrico y electrodo revestido; es así que Adolfo Falcón (2002), egresado de la ESPOL, realizó estudios de adherencia de metal de aporte sobre las cuchillas centrales, mientras variaba los parámetros de soldadura y el tipo de electrodo; llegó a la conclusión que el recubrimiento con electrodos compuestos de fundición de cromo mejoran la resistencia al desgaste de las cuchillas.
En otro caso, Ronny Aroca (2010), egresado de la ESPOL, realizó un análisis de recubrimientos duros, pero en este caso como elemento de protección contra el desgaste de las masas de los molinos de caña, mediante el uso de soldadura por arco; evidenció mejora en las propiedades de resistencia al desgaste de las masas. El desgaste de las masas puede darse por el contacto con materia extraña a la caña y proveniente de los cañaverales al momento de la cosecha, sean estos: piedras, piezas de metal, maderas, arena de sílice, raíces y cogollos.
En esta investigación se ha caracterizado el blindaje por proyección térmica de aleación micropulverizada Eutalloy 11496 sobre muestras de acero AISI 1045 pertenecientes a un virador desechado del molino de caña 1 del Ingenio Azucarero San Juan (Figura 1) ubicado en Playas Villamil, provincia del Guayas; se encontraron los mejores resultados de resistencia al desgaste abrasivo y de resistencia a la corrosión, en las muestras que llevan blindaje sin la presencia de defectos y que tuvieron una preparación superficial por chorro con el uso de material abrasivo mineral de naturaleza volcánica.
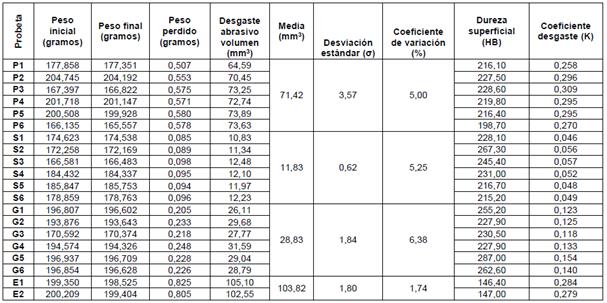
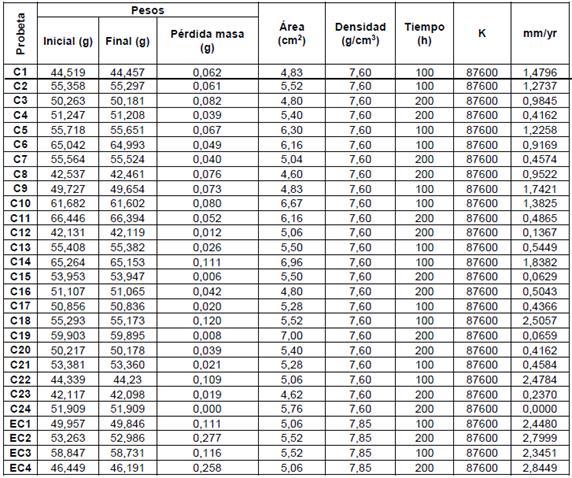
Los resultados del ensayo de desgaste abrasivo (Tabla 1) y los resultados del ensayo de corrosión acelerada en cámara de niebla salina (Tabla 2), se basaron en las normas ASTM G-65 (2000) y ASTM B-117 (2003), respectivamente y de acuerdo con estos indicadores se procede a realizar el blindaje de los flancos de los dientes de un nuevo virador, con la finalidad que la vida útil del blindaje sea favorable a una zafra de duración 240 días. Se pretende que el blindaje sea quien se exponga al medio abrasivo y corrosivo, en lugar del material base de los dientes del virador como sucede típicamente.
Para la Tabla 1, las muestras de acero AISI 1045 previo al proceso de blindaje fueron preparadas superficialmente por: pulido mecánico (P), chorro con abrasivo mineral (S) y granallado metálico (G); en cambio, las muestras tipo (E) son los sustratos sin blindaje. De todas las muestras se puede observar que el menor desgaste abrasivo expresado en mm3 se presentó en las muestras con blindaje y una preparación superficial tipo chorro con abrasivo mineral (S). Debido a esto se ha seleccionado como proceso de preparación superficial en los dientes del nuevo virador, el de tipo chorro con material abrasivo de naturaleza volcánica.
En la Tabla 2 se puede observar la tasa o velocidad de corrosión expresada en mm/año, y que el mayor ataque corrosivo se presentó en las muestras sin blindaje (E) expuestas a 200 horas de corrosión acelerada en la cámara de niebla salina; no así, en las muestras que llevan blindaje y una preparación superficial tipo chorro con abrasivo mineral (C).
Virador del molino de caña, de acero AISI 1045
Aleación micropulverizada Eutalloy 11496, compuesta por: 15,5% de níquel y cromo, 3,2% de boro, 3,8% de hierro y 0,7% de carbono (Eutalloy 11496; 2008).
Material abrasivo: de naturaleza volcánica, con tamaño de partículas en el orden de 1.5mm
Gases para el proceso de proyección térmica: oxígeno y acetileno, ambos de uso industrial.
Se utiliza para el chorro con material abrasivo, un gránulo basáltico de origen 100% volcánico, que tiene como característica una alta pureza en sílice; el tamaño de sus partículas están en el orden de 1,5 mm, de acuerdo con ensayos de granulometría con el material pasante en malla mesh 12 (1,7 mm) y retenido en malla mesh 14 (1,4 mm). La Figura 2 muestra el material abrasivo con las partículas de formas angulares y esféricas.
El material abrasivo se coloca en la tolva de alimentación del equipo, con capacidad de 1,0 MPa y 0,2 m3; después se realiza el rociado a presión de los flancos de los dientes del virador, considerando que el chorro del material abrasivo debe distribuirse uniformemente en las superficies, para conseguir una rugosidad similar a la obtenida en los ensayos realizados en las muestras de acero AISI 1045, con un valor promedio en el orden de 4,6 mils (116.8 μm). Para las futuras conversiones de unidades se tomará en cuenta que: 1 mil = 25,4 micras. La Figura 3 muestra las superficies de los dientes después del proceso de chorro con abrasivo mineral. La metodología de medición del perfil de la superficie se basa en la ASTM D4417-B.
Los parámetros a controlar previo al proceso de proyección térmica son las presiones de los gases que hacen posible la combustión de la aleación metálica micropulverizada; estos gases son el oxígeno y el acetileno; estas presiones se calibran de acuerdo con la boquilla que se utilice (Tabla 3). Los tipos de boquillas y las presiones de trabajo que recomienda el equipo SUPERJET-S se detallan a continuación (Castolin S.A. 2003):
Boquilla A0 S: útil para recargues puntuales de precisión
Boquillas A1 S y A2 S: útil para precisión lineal
Boquillas B3 S y B4 S: son boquillas intermedias estándar
Boquilla C5 S: es la boquilla de mayor potencia
| Tipo de boquilla | Oxígeno | Acetileno | |||
| bar | psi | bar | psi | ||
| A0 S | 1,5 | 22 | 0,5 | 7,5 | |
| A1 S | 2,0 | 30 | 0,5 | 7,5 | |
| A2 S | 2,5 | 37 | 0,5 | 7,5 | |
| B3 S | 2,5 | 37 | 0,6 | 9,0 | |
| B4 S | 2,5 | 37 | 0,6 | 9,0 | |
| C5 S | 4,0 | 60 | 1,0 | 15,0 | |
Para este caso se utiliza una de las boquillas intermedias estándar B3 S, debido a su tamaño que es accesible a la separación de los dientes del virador.
La temperatura de precalentamiento de la superficie es un aspecto muy importante a controlar, debido a que experimentalmente se ha evidenciado que, si la temperatura de precalentamiento de la superficie se encuentra por debajo de los 200°C, existe desprendimiento del material de aporte, por efecto de una mala fundición del polvo metálico sobre la superficie del acero. Los mejores resultados se obtienen cuando la temperatura de precalentamiento de la superficie se encuentra en el rango de 320 y 420°C mostrados en la Figura 4; de acuerdo con esto se controló que las temperaturas de precalentamiento de los flancos de los dientes del virador se encuentren dentro de lo indicado. El calentamiento se realiza con el mismo equipo de proyección térmica, es decir mediante la combustión de ambos gases (oxígeno y acetileno) (Sager - Castolin S.A. 2003).
Inmediato al precalentamiento de la superficie, se procede a depositar el polvo metálico sobre la superficie de los flancos de los dientes; esto se hace mientras se presiona el gatillo de la antorcha, y se distribuye el polvo de manera uniforme; hay que evitar formar aglomeraciones de polvo metálico y evitar también dejar zonas vacías, propensas a la aparición de poros y grietas. Una vez distribuido el polvo metálico se procede a fundirlo, visualizando que fluya y que se distribuya en toda la superficie. La experiencia adquirida en la aplicación de este proceso garantiza la calidad del blindaje, en términos de evitar la presencia de defectos superficiales como son grietas y poros. Del espesor que se necesite conseguir, dependerá la cantidad de pases a realizar; en este caso y de acuerdo con los resultados obtenidos en las experimentaciones con las muestras de acero extraídas a partir del virador, lo que se desea conseguir es un espesor que se aproxime a 1 mm, por lo que se realizó un pase de polvo metálico. La Figura 5 muestra la aplicación del blindaje en un sector de los flancos de los dientes del virador.
La Figura 6 muestra la medición de los espesores antes y después del blindaje, tomado en uno de los dientes del virador. Inicialmente, es preciso que se calibre en cero el equipo; esto se realiza mediante el patrón que viene incorporado (Manual QS5, 2011). La metodología de medición del espesor es según la ASTM E797.
Para verificar la dureza “in situ” del blindaje, primero es necesaria la calibración del equipo (Figura 7); esto se realiza con el patrón que viene incorporado. Después de esto se procede a medir la dureza Brinell de los flancos de los dientes, para después relacionar este valor con la dureza inicial. Dado que este ensayo es del tipo dinámico, es importante que la pieza esté perfectamente apoyada. El equipo de medición cuenta con un dispositivo de impacto D, que maneja una energía de impacto de 11 N.mm, con punta de ensayo esférica de carburo de tungsteno, de diámetro 3 mm y dureza 1600 HV (Manual DIGIMESS DP300) (Mediciones y calibración según ASTM A-965-96).
Las consideraciones que se tomaron en cuenta para desarrollar el criterio de vida útil del blindaje se tomaron del Tribology Handbook “Friction Wear Lubrication”, en donde se estudia el fenómeno del desgaste de acuerdo con el contacto entre superficies, demostrando que hay influencia de la presión de contacto sobre la intensidad del desgaste de las superficies asentadas; de acuerdo con aquello, el autor Kragelsky (1981) presenta la ecuación de vida útil (1):
Para la ecuación 1, el dato que se desconoce es la masa del perfil de ataque, que en este caso es la masa del espesor de blindaje de todos los flancos de los dientes del virador; es por eso que en el software SolidWorks, se procede a modelar el virador de caña del molino (Figura 8), para determinar la masa del perfil de ataque de todos los flancos de los dientes. Los demás factores de la ecuación 1 son conocidos y son el tiempo de duración del ensayo de desgaste por abrasión de acuerdo con la norma ASTM G-65 y a las experimentaciones realizadas que es de 11 minutos; el peso perdido de las probetas ensayadas será el peso perdido de las probetas que presentaron mejor comportamiento al desgaste abrasivo (Tabla 1), que son las de blindaje con preparación superficial por rociado a presión de abrasivo mineral y cuyo valor promedio de pérdida de peso es 0,0928 gramos.
En el software SolidWorks se modelaron los flancos de los dientes como un elemento independiente del virador, con la finalidad de poder seleccionarlos y calcular su masa; de acuerdo con esto, se tomó el criterio de iterar el espesor de blindaje entre 0,5 a 1,3 mm, para obtener la masa de los flancos de los dientes según el espesor de blindaje. Estos espesores se referencian del catálogo Eutalloy 11946 que indica un límite de espesor de hasta 1/16", con un rendimiento de la aleación metálica de 50 in2 por cada libra.
Para el análisis de Weibull es necesario conocer el significado del término “falla” y de acuerdo con el Weibull Handbook (1933), la falla se refiere a cualquier incidente o condición que cause la degradación de un producto, proceso o material de tal forma que ya no pueda realizar las funciones de una manera segura, confiable y a un costo razonable para el que fue concebido; estas fallas ocurren de manera incierta y son influenciadas por el diseño, manufactura o construcción, mantenimiento y operación, así como también factores humanos.
Existe una curva típica de fallos (curva de la bañera) que representa los diferentes tipos de falla que un equipo o componente sufre durante el período desde su puesta en operación hasta que termina su ciclo de vida útil. La Figura 9 muestra la curva representativa de los tres componentes que forman la curva típica de flujo de fallas.
En la Figura 9, las fallas tempranas están asociadas con equipos nuevos y pueden ser causadas por partes faltantes, falta de capacitación de las personas que instalan el equipo, daño causado a los aparatos o dispositivos, o fallas por defectos de fabricación de las máquinas. La zona II de fallas aleatorias, son inesperadas y pueden surgir por sobrecargas y averías, causadas por factores externos que generan las fallas aun de las piezas mejor construidas; en la curva está representada por una línea horizontal. La zona III, de fallas por desgaste u obsolescencia, son fallas debido a edad, fatiga, corrosión, deterioro mecánico, eléctrico, hidráulico, o por el bajo nivel de mantenimiento y reparación (Salazar, Rojano, Figueroa & Pérez et al., 2004).
Las funciones Weibull de confiabilidad y de tasa de falla propuestas por Waloddi Weibull, están dadas por las ecuaciones 2 y 3.
Donde:
R(t) - Función de confiabilidad de probabilidad
β - es el parámetro de forma y es el indicador del mecanismo de falla
α - es el parámetro de escala - vida característica
γ - es el parámetro de localización- la vida mínima. Cuando γ = 0 la ecuación 2 queda en función de 2 parámetros.
F(t) - Función de densidad de probabilidad de tasa de falla
Shigley (Budynas, 2008) menciona que el parámetro β (b) controla el sesgo de la distribución. Para poder graficar la relación confiabilidad - edad, solo se necesita determinar (cálculo a partir de datos históricos) los valores de los parámetros β y (α). Estos gráficos ayudan a comprender el comportamiento histórico de falla de los componentes y de los modos de falla de interés. La distribución de Weibull no sirve cuando no han ocurrido fallas; es decir, sirve para caracterizar el histórico de averías o fallas en componentes y permite la determinación de las probabilidades de fallo y duración media de cada componente.
Al conocer los valores de la media aritmética (𝒙̅), la varianza (S2), la desviación estándar (S), el tiempo de falla de cada evento (ti) y el número de datos o eventos (n), se pueden determinar los parámetros β y α; con las ecuaciones 4, 5, 6, 7 y 8 respectivamente.
Media aritmética
Varianza
Desviación estándar
Parámetro β
Parámetro α
γ = 0 cuando no existen datos de falla anterior del elemento
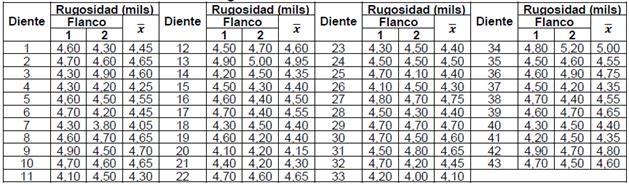
Con la ayuda del medidor de rugosidad ELCOMETER 123, la Tabla 4, muestra los valores de rugosidad obtenidos en los flancos de los dientes del virador, que se encuentran en el orden de 4.6 mils (116.8 μm).
De igual manera se tiene la Tabla 5, que muestra los valores de los espesores con y sin blindaje obtenidos en cada uno de los dientes del virador, resultados medidos con el equipo DEMEQ QS5, en donde “Y” es la diferencia entre los espesores final e inicial.
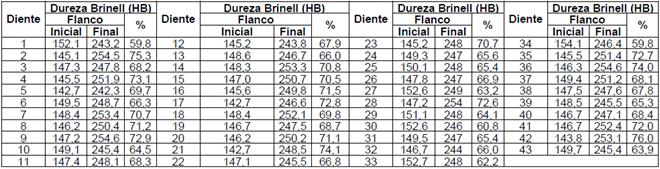
Para la medición de la dureza antes y después del blindaje, para cada uno de los dientes, fue necesario el uso del equipo DIGIMESS DP-300. Los valores de dureza Brinell se presentan en la Tabla 6.
El blindaje o recubrimiento de aleación micropulverizada Eutalloy 11496, se analiza con técnicas microscópicas; debe caracterizarse por los aspectos siguientes:
Debe presentar una distribución uniforme sobre la superficie del sustrato. En la Figura 10 se pueden observar los depósitos de aleación metálica aplicados a una sola pasada de deposición de material sobre la superficie y distribuidos uniformemente sin dejar vacíos o aglomeraciones de polvo sin fundir. Uno de los aleantes del polvo metálico que se encarga de generar la fluidez en la deposición, es el boro, ya que actúa como agente fundente.
Otro de los aspectos es verificar microscópicamente que no existan defectos superficiales en el blindaje. Experimentalmente, en las muestras de acero AISI 1045 con blindaje y expuestas a 100 y 200 horas de corrosión acelerada en la cámara de niebla salina, se pudo determinar que un simple poro o grieta se convierte en el “foco” de inicio de la degradación del material, por efecto de la acumulación de sustancias corrosivas. La Figura 11 muestra un ejemplo de porosidad que se presenta en el blindaje y cómo incide ante un entorno corrosivo.
En este aspecto, aunque el cromo y el níquel presentes en la aleación metálica trabajan en pro de la resistencia a la corrosión del material, bastará con un defecto superficial para que se inicie el proceso de degradación puntual, hasta que se contamine toda la superficie.
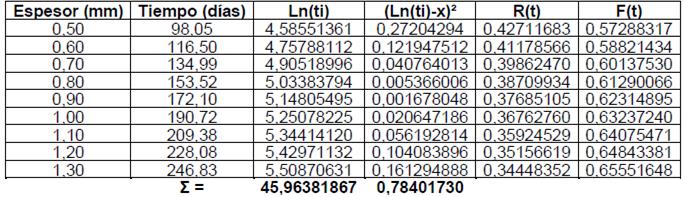
A partir de la ecuación 1, y con los datos de masa de ataque (capa de material de blindaje que se expone a los fenómenos de abrasión y corrosión), el tiempo de duración del ensayo de desgaste abrasivo y el peso perdido de las probetas ensayadas, se tiene la Tabla 7, que muestra la vida útil del espesor de blindaje en cada uno de los escenarios.
Es preciso mencionar que en los registros del Ingenio Azucarero San Juan no existen históricos de falla del virador, pero es un elemento que se cambia cada año debido a la degradación del material, en especial en la zona de los dientes; debido a esto los tiempos de falla que se utilizarán en el cálculo de la confiabilidad y probabilidad de fallo, serán los que se determinaron de acuerdo con la Tabla 4, que indica la vida útil del blindaje según el espesor aplicado.
De acuerdo con la aclaración, se procede al cálculo de la media aritmética (𝒙̅), la varianza (S2), la desviación estándar (S), el parámetro de forma β y el parámetro de escala (α); según las respectivas ecuaciones se obtiene los resultados de la Tabla 8.
| Media aritmética 𝒙̅ = | 5,107090963 |
| Varianza S² = | 0,098002163 |
| Desviación estándar S = | 0,313052971 |
| Parámetro de forma β = | 4,09690994 |
| Parámetro de escala α = | 190,1812631 |
| Parámetro de localización γ = | 0 |
Con los datos obtenidos de las Tablas 7 y 8, y con las herramientas estadísticas de Excel, se procede a calcular la confiabilidad y probabilidad de falla del blindaje de los flancos de los dientes del virador, mediante el uso de las Ecuaciones 2 y 3. Se obtienen los resultados de la Tabla 9.
Los resultados de la Tabla 9 han permitido generar las gráficas de distribución de Weibull para la confiabilidad y probabilidad de falla del blindaje de los flancos de los dientes del virador de caña.
De la rugosidad obtenida, con un valor promedio de 4,6 mils (116,8 μm), se puede relacionar de acuerdo con la norma NACE Standard RP0287 (2002), como una preparación de superficie tipo NACE No. 1/SSPC-SP 5, ya que sus límites de perfil de superficie están en el rango de 3,47 - 4,63 mils.
En términos de la dureza Brinell, se ha obtenido en promedio un incremento de la dureza del blindaje hasta el 68% con respecto a la dureza del material. Los elementos aleantes del polvo metálico que aportan a la dureza superficial, son el silicio y el boro, ya que, al combinarse con el carbono, permitirán la formación de carburos de silicio y carburos de boro; con ello favorecerán a la resistencia al desgaste por abrasión.
Para la vida útil del espesor de blindaje, se puede afirmar que para que este resista los 8 meses de duración de la zafra (240 días) ante un medio de desgaste abrasivo y corrosivo, deberá tener un espesor de 1,3 mm. En cambio, si se toma en cuenta el espesor promedio de 1 mm obtenido en las mediciones que muestra la Tabla 5, daría una vida útil del blindaje hasta aproximadamente 190 días, según la Tabla 7; esto indica que el blindaje actual que se aplicó a los dientes del virador no llegaría a cumplir su tiempo de operación, por lo tanto, sería necesario realizar un segundo pase de metal de aporte hasta alcanzar aproximadamente el espesor de blindaje de 1,3 mm.
En la Figura 12 se puede establecer que para una zafra completa de duración de 8 meses (240 días), la confiabilidad del blindaje en los flancos de los dientes del virador estará en aproximadamente 35%.
En la Figura 13 se puede revisar que la probabilidad de falla del blindaje en los flancos de los dientes del virador de caña al cumplirse los 8 meses de zafra (240 días) será aproximadamente del 65%. En este sentido el espesor de blindaje de 1,3 mm sufrió el desgaste y evitó que el material base se degrade.
El objetivo de alcanzar la vida útil de los flancos de los dientes del virador, para un tiempo de 240 días, es tomando en cuenta el espacio inaccesible que se tiene en la zona de molinos, para realizar un mantenimiento rutinario al virador; debido a esto, se proyecta un blindaje en los flancos de los dientes, que resista al desgaste abrasivo y corrosivo en toda la zafra.
La confiabilidad del blindaje de los flancos de dientes del virador para un tiempo de 240 días ha resultado ser del 35%; esto le corresponde dado que estará expuesto a un medio agresivo por desgaste por abrasión, como es la materia extraña que trae la caña desde los cañaverales hacia la zona de molienda; estas materias extrañas pueden ser: hojas, raíces, cogollos, piezas de metal que pudieron desprenderse de las herramientas de corte de caña, piedras o arena. Las hojas de la caña tienen gran contenido de sílice y estas a su vez traen al molino gran cantidad de arena, factores que aumentan el desgaste por abrasión de las piezas.
Al finalizar la operación del ingenio (zafra), transcurridos los 240 días será necesario realizar un análisis del espesor final de blindaje, mediante el uso de técnicas microscópicas, para compararlas con los resultados obtenidos en las muestras de acero AISI 1045 en los ensayos de desgaste por abrasión y desgaste por corrosión, según las normas ASTM G-65 y ASTM B-117, respectivamente.
El análisis del estado del blindaje después de la zafra permitirá también realizar un estudio económico, relacionado con el consumo y eficiencia del material de aporte (Eutalloy 11496) utilizado en la proyección térmica y también tomando en cuenta que los dientes de este virador deberán volver a blindarse para la próxima zafra, y evitar con esto la adquisición local o importación de un nuevo virador.